Инновационный производитель сотовой продукции и нагревательных элементов MI
Инновационный производитель сотовой продукции и нагревательных элементов MI
|
Подробная информация о продукте:
Оплата и доставка Условия:
|
| Материал: | Нержавеющая сталь | Склеивание: | Сварка |
|---|---|---|---|
| Толщина материала: | 0,08-0,2 мм | Длина стороны ячейки: | 0.8-25 mm |
| Высота: | 3-250 мм | Формирование: | Обрезка проволоки |
| Оценка: | SS316L |
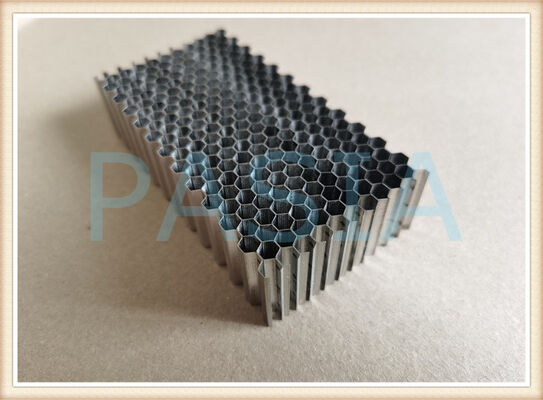
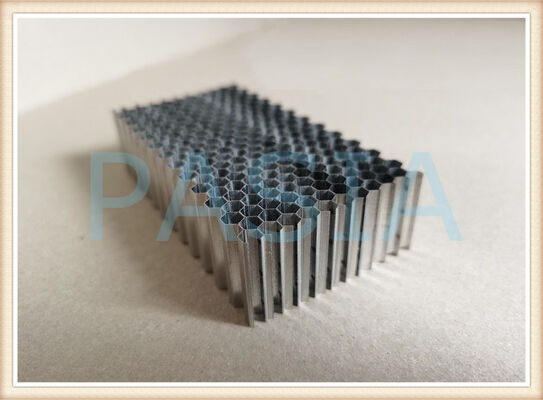
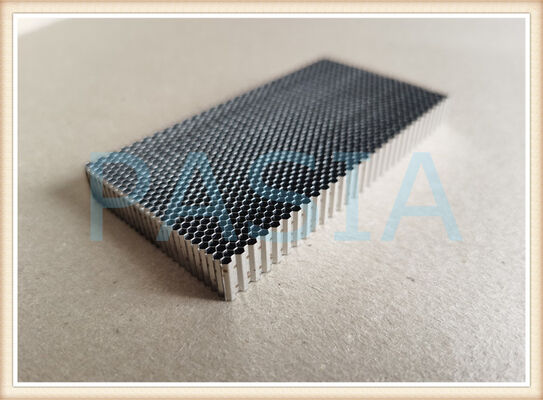
Сварной сотовый сердечник из нержавеющей стали, вырезанный из проволоки 316L
Сварной сотовый сердечник из нержавеющей стали 316L сваривается из нескольких гофрированных листов нержавеющей стали в соответствии с точным, заранее определенным размером ячеек, при этом гофрирование обрабатывается на зубчатом прессе с подачей листов из валика из прокатанной нержавеющей стали. Для получения специальной формы и небольшого количества необходимо использовать процесс резки проволоки для достижения требуемой цели. Шестиугольные ячейки для получения этих полос свариваются между собой в точках. Устройство точечной сварки представляет собой три электрода в верхней части, несущие пять точек сварки по ширине полосы гофрированного листового металла. Устройство точечной сварки, оснащенное механизмами прессования и продвижения. На каждом участке работают пять сварщиков, которые следят за тем, чтобы прочность была достаточной и равномерно распределялась на основе сварки штабелей и контактной сварки. Сотовый заполнитель обычно требует высокой точности процесса сварки, высокого контроля оборудования на изделии и строгого контроля качества во время процесса. Соты из нержавеющей стали в основном предназначены для аэрокосмической, промышленной и гражданской сферы, их структура состоит из специальной фольги (пластины). Вместо широко используемого клеевого соединения между стыковочными участками шестиугольной формы привариваются соты из нержавеющей стали.
Технические характеристики
| Размер ячейки (мм) | 25,0 | 16,0 | 12,7 | 10,0 | 6.4 | 5,6 | 4,8 | 3.2 | 1,6 | 0,8 |
| Диапазон высот (мм) | 50-450 | 50-450 | 50-150 | 50-150 | 5-100 | 5-90 | 5-60 | 5-60 | 3-30 | 3-25 |
| Толщина фольги (мм) | 0,20 | 0,20 | 0,20 | 0,20 | 0,20 | 0,20 | 0,20 | 0,20 | 0,076 | 0,05 |
| Кубическая плотность (кг/м3) | 165 | 256 | 320 | 403 | 616 | 699 | 806 | 1164 | 909 | 1164 |
| Материалы | СС304, СС316 или СС316Л | |||||||||
| Сварка | Точечная сварка одним участком, пятью точками или лазерная сварка. | |||||||||
| Формы | Доступна индивидуальная форма, не ограничивающаяся кольцом, пластиной, петлей и т. д. | |||||||||
Характеристики
Сварная сотовая сердцевина, независимо от материала, например, алюминий, нержавеющая сталь, сталь, титан и т. д., обладает лучшими механическими свойствами по сравнению с обычно изготавливаемым клееной сотовой сердцевиной. Таким образом, он снова работает значительно лучше обычных сот, склеенных клеем, по прочности, модулю, коррозионной стойкости, стабильности размеров и т. д. Однако, как правило, следует оценивать эти критические параметры производительности: материал, воздушный поток и затухание.
1. Состав материала
Марку нержавеющей стали следует учитывать в соответствии с реальным применением. По запросу доступны нестандартные материалы, кроме нержавеющей стали. Вот параметры, которые необходимо оценить:
Долговечность
Тип и марка материала — это первый аспект, который необходимо оценить, а затем покрытие, которое подробно обсуждается позже, может повысить долговечность.
Масса
Материал, структура и толщина материала могут влиять на общий вес детали.
2. Коррозионная стойкость
Обычно в условиях резки следует использовать латунь и нержавеющую сталь. Гальваническое или непроводящее покрытие поверхности может улучшить коррозионную стойкость всех типов сот.
3. Экранирующие характеристики
Различные материалы сотового заполнителя имеют разные электрические характеристики как из-за свойств основного материала, так и из-за различных производственных процессов, используемых при формировании сот. Таким образом, могут быть реализованы различные характеристики экранирования электромагнитных помех. Характеристики экранирования для различных материалов оцениваются как латунь, алюминий, сталь и нержавеющая сталь. Покрытие может улучшить экранирование сот.
Особые требования к затуханию могут быть выполнены с помощью сплавов с покрытием или без покрытия. Покрытие увеличивает стоимость конечного продукта. Процесс покрытия для улучшения защиты подразделяется на никель, олово, олово-свинец и цинк.
4. Воздушный поток и затухание
Воздушный поток и затухание обратно пропорциональны. Бесконечно большие сотовые ячейки приводят к бесконечно малому затуханию (и наоборот). Обычно в качестве базовой линии проектирования рассчитываются требования к характеристикам воздушного потока, чтобы удовлетворить потребности в тепловых характеристиках узла, на котором будет установлено вентиляционное отверстие. После определения расхода воздуха можно оценить затухание и другие требования. Стандартные размеры ячеек для сот составляют 1/16 дюйма, 1/8 дюйма и 1/4 дюйма, наиболее распространенный размер - 1/8 дюйма. Стандартные толщины — 1/4, 1/2 и 1, наиболее распространенной является 1/4.
Приложение
• выпрямители и фильтры потоков воздуха, воды и газа
• Защита от электромагнитных и радиочастотных помех: научные инструменты, чувствительные объекты и упрочнение HEMP.
• столы для водометов
• световые сепараторы
• конструктивные элементы в электротехнике, самолетах, реверсах тяги, выхлопных соплах.
• сотовые уплотнения авиационных двигателей и уплотнения турбин электростанций.